








Electronics Part

Automotive Part

Home Appliances Part

Industrial Machinery Part
Medical Devices Part
Engineering Part




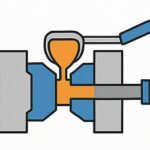
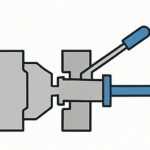
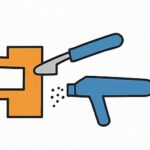

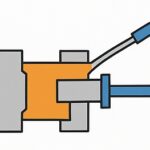
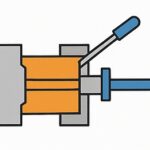
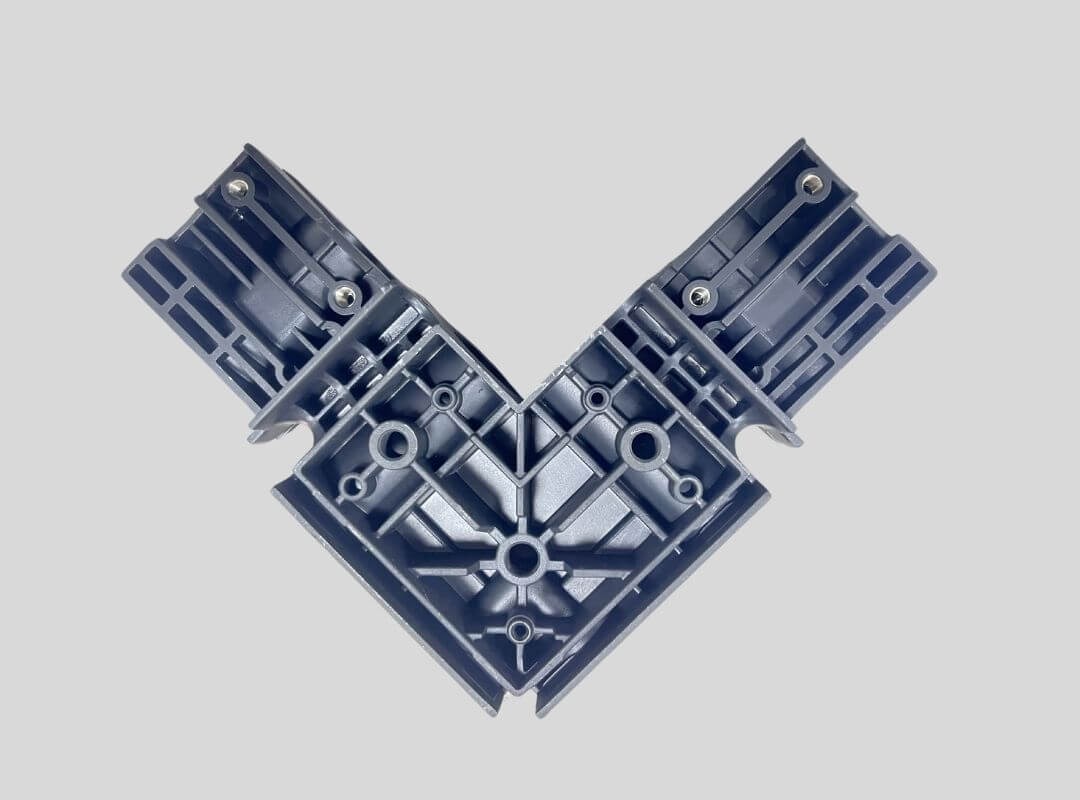
 Multi-Slide Die Casting (MSDC) is ideal for small, intricate, and high-volume zinc and magnesium parts. By using multiple slides moving simultaneously, MSDC can form complex geometries such as undercuts, holes, threads, and thin walls in a single cycle, minimizing secondary operations and reducing production costs.
Multi-Slide Die Casting (MSDC) is ideal for small, intricate, and high-volume zinc and magnesium parts. By using multiple slides moving simultaneously, MSDC can form complex geometries such as undercuts, holes, threads, and thin walls in a single cycle, minimizing secondary operations and reducing production costs.
| Feature | Multi-Slide Die Casting (MSDC) | Hot Chamber Die Casting (HCDC) | Cold Chamber Die Casting (CCDC) | Gravity Die Casting | Sand Casting |
|---|---|---|---|---|---|
| Suitable Alloys |  Zinc, Magnesium (small complex parts) Zinc, Magnesium (small complex parts) | Zinc, Magnesium, Lead |  Aluminum, Copper, Brass Aluminum, Copper, Brass |  Most non-ferrous alloys Most non-ferrous alloys | Most metals |
| Complex Geometries | Undercuts, holes, threads, thin walls |  Limited by slide design Limited by slide design | Limited | Limited |   Difficult Difficult |
| Filling Pressure | High (up to 1000+ bar) | High (up to 1000+ bar) | High (up to 1500+ bar) | Gravity only | Gravity only |
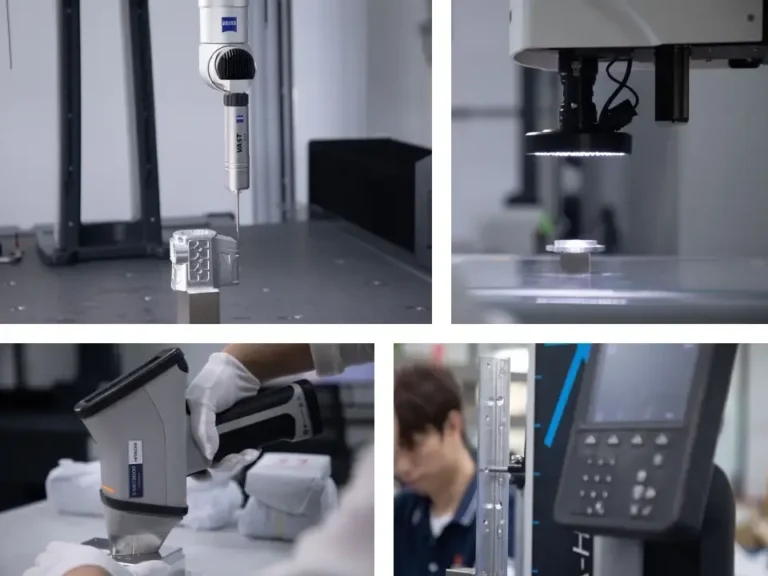
| Dimensional Accuracy |  (±0.02 mm) (±0.02 mm) | (±0.05–0.1 mm) | (±0.1 mm) | | |
| Surface Finish | Smooth, near-net-shape | Smooth, Ra 1.6–3.2 μm | | | |
| Secondary Operations |  Minimal; integrated slides form features Minimal; integrated slides form features | Minimal; good for thin walls | Some machining often required | Machining required | Extensive finishing required |
| Part Size Capability | Small to Medium | Small to Medium | Medium to Large | Medium to Large | Large |
| Ideal For | Small, intricate, high-volume precision parts (connectors, housings, gears) | Small, intricate, high-volume parts | Structural parts, housings, engine components | Medium-complexity shapes | Large prototypes or low-volume parts |
Multi-Slide Die Casting (MSDC) Applications
| Industry | Icon / Image | Typical Components | Why Multi-Slide Die Casting Fits |
|---|---|---|---|
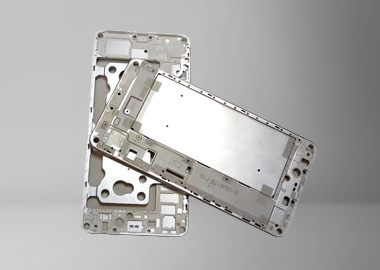
| Consumer Electronics |  | Small connectors, phone frames, camera housings, smartwatch components | Perfect for intricate zinc or magnesium parts with thin walls, threads, and undercuts, achieving tight tolerances and smooth finishes for lightweight, compact designs. |
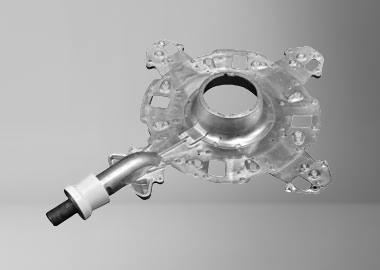
| Automotive & E-Mobility |  | Door lock housings, seat belt buckles, EV charger components, sensor housings | Supports mass production of small, high-precision safety and functional parts with excellent strength-to-weight ratio and complex geometries. |
| Household Appliances |  | Blender gears, coffee machine frames, vacuum cleaner parts | Enables rapid, cost-effective production of small, detailed, and corrosion-resistant components for everyday devices. |
| Electrical & Lighting |  | Switch housings, LED brackets, lamp mounts | Produces dimensionally stable, thermally conductive components with intricate features and smooth surfaces for electrical and lighting applications. |
| Locks & Hardware |  | Precision hinges, window latches, door lock parts | Allows detailed undercuts, threads, and textures in high volumes with minimal secondary operations. |
| Medical Devices |  | Dental tool housings, surgical instrument handles, infusion pump parts | Supports production of small, precise, and smooth-surfaced components critical for medical-grade quality and reliability. |
| Sporting Goods |  | Fishing reel bodies, golf club heads, bicycle brake levers | Creates lightweight, high-strength components with refined detailing for performance equipment. |
| Toys & Hobby Models |  | Model car bodies, miniature gears, game console shells | Enables cost-efficient production of complex, detailed parts with smooth finishes for hobby and entertainment products. |
| Industrial Tools |  | Pneumatic tool housings, gear covers, precision brackets | Delivers wear-resistant, high-strength parts that can withstand repeated industrial use and intricate designs. |
