

Electronics Part

Automotive Part

Home Appliances Part

Industrial Machinery Part

Medical Devices Part

Engineering Part




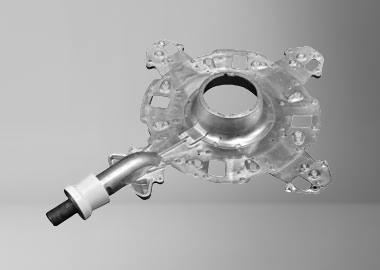

 LPDC is the preferred process for mission-critical parts that must withstand pressure, heat, and structural loads — such as wheels, suspension components, housings, and battery frames.
LPDC is the preferred process for mission-critical parts that must withstand pressure, heat, and structural loads — such as wheels, suspension components, housings, and battery frames.
| Feature | Low Pressure Die Casting (LPDC) | High Pressure Die Casting (HPDC) | Gravity Die Casting (Permanent Mold Casting) | Sand Casting |
|---|---|---|---|---|
| Filling Pressure | Controlled low pressure (0.7–1.5 bar) ensures smooth and stable metal flow | Very high (1000–2500+ bar), causing turbulence | Metal filled by gravity only | Metal filled by gravity only |
| Porosity | ✅ Very low porosity due to smooth filling and minimal turbulence | ⚠️ Moderate; vacuum die casting needed to reduce | ✅ Low | ❌ High – prone to air entrapment |
| Heat Treatment Capability | ✅ Excellent — suitable for T5/T6 processes | ❌ Limited due to trapped gases | ✅ Good | ✅ Good |
| Dimensional Accuracy | ⭐⭐⭐ ±0.2 mm typical — good for large, complex parts | ⭐⭐⭐⭐ ±0.05–0.1 mm — ideal for thin walls | ⭐⭐ ±0.3 mm | ⭐ ±0.5 mm or more |
| Surface Finish | ⭐⭐⭐ Smooth (Ra 3.2–6.3 μm) | ⭐⭐⭐⭐ Very smooth (Ra 1.6–3.2 μm) | ⭐⭐ Moderate | ⭐ Rough |
| Wall Thickness | Medium (≥3 mm) | Thin (1–1.5 mm possible) | Medium | Thick (≥5 mm) |
| Part Size Capability | ✅ Medium to very large parts (wheels, suspension arms, housings) | ⚠️ Small to large (limited by press size) | ✅ Medium to large | ✅ Very large |
| Mechanical Properties | ✅ Excellent — dense, heat-treatable structure | ⚠️ Moderate — affected by porosity | ✅ Good | ⚠️ Variable |
| Tooling Cost | 💰 Medium – lower than HPDC but higher than sand casting | 💰💰 High – complex steel molds required | 💰 Medium | 💰 Low |
| Production Speed | ⏩ Moderate – longer cycles but higher consistency | ⏩ Very fast – ideal for high volume | ⏩ Slow | ⏩ Very slow |
| Suitable Alloys | ✅ Aluminum, Magnesium | ✅ Aluminum, Zinc, Magnesium | ✅ Most non-ferrous alloys | ✅ Almost all metals |
| Automation Level | ✅ Easy to automate (stable process) | ✅ Highly automated (high-speed) | ⚠️ Partially automated | ❌ Mostly manual |
| Ideal for | Structural components requiring high integrity and heat treatment (e.g., wheels, suspension parts, chassis) | Thin-walled, high-volume precision parts (e.g., housings, electronics, engine covers) | Medium-complexity parts, moderate production volumes | Large prototypes, low-volume, or very heavy parts |
| Overall Cost Efficiency | 💎 Excellent balance of quality, strength, and cost | 💎 Best for mass production only | ⚙️ Good for medium runs | 🧱 Suitable for prototyping only |
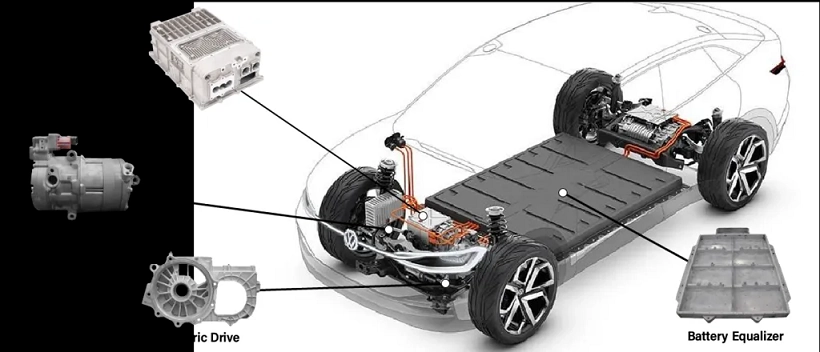
 Automotive & NEV
Automotive & NEV
LPDC is widely used in the automotive sector, producing large and structural aluminum components such as wheels, suspension arms, chassis parts, subframes, and battery enclosures. These components require high strength, excellent ductility, and low porosity, making Low Pressure Die Casting ideal for achieving lightweight, heat-treatable, and safety-critical parts for modern vehicles.