
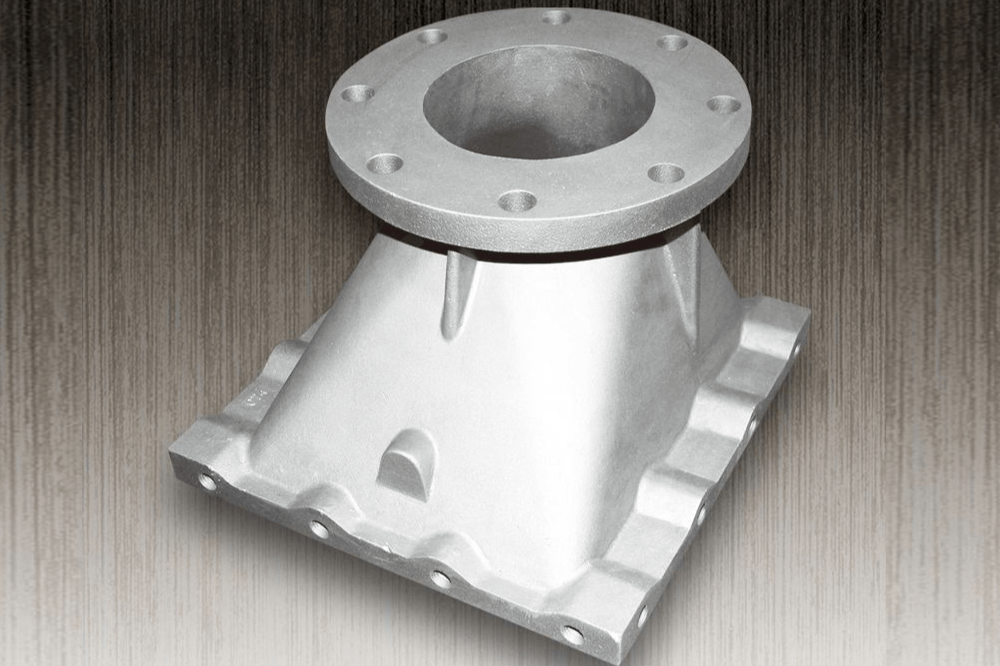
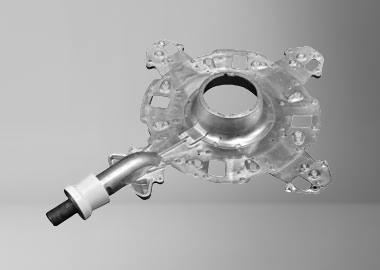
Robot Arm Shaft Housing

Engine Intake Manifold

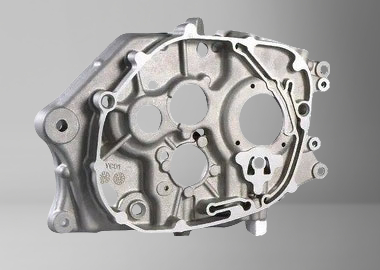
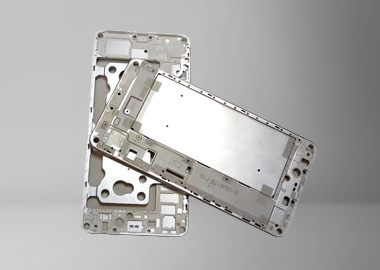
Motor Housing

Engine Water Inlet Pipe

Transmission Housing

Large Gear




Engineers
Reliable dimensional accuracy for medium-to-large aluminum parts
Strong mechanical properties from dense, gravity-fed solidification
Suitable for structural components, housings, and heat-resistant parts
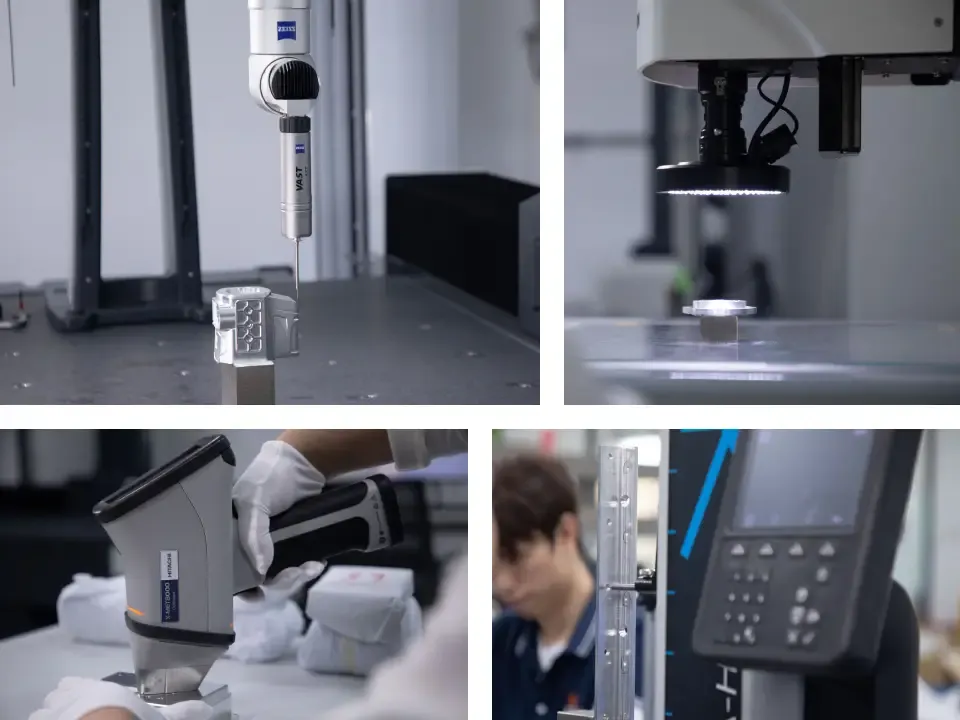
 Quality Control (QC) Professionals
Quality Control (QC) Professionals
- Low porosity and shrinkage through controlled metal flow
- ISO-certified inspection: CMM, X-ray, spectrometry, tensile testing
- Long mold life ensures consistent repeatability over production runs
 Procurement Teams
Procurement Teams
Cost-efficient for medium-to-high volume production
Lower tooling cost compared to high-pressure processes
Full-service supply chain support: mold design, casting, machining, finishing, and assembly
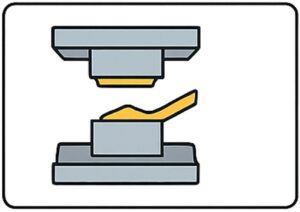
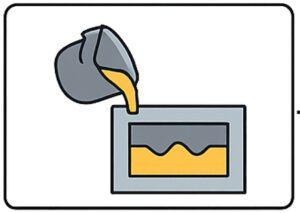
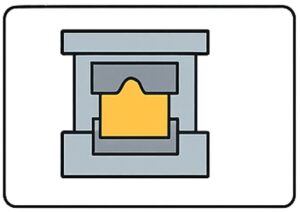

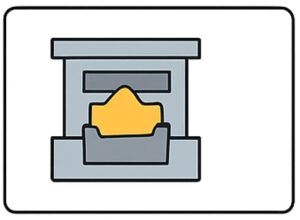
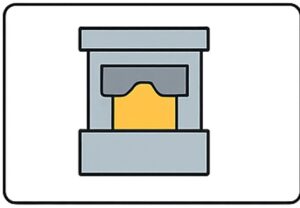
 Gravity Die Casting (GDC) is a versatile casting process that uses gravity (without high-pressure injection) to fill reusable metal molds. It provides better mechanical properties and dimensional accuracy than sand casting, while being more cost-effective than high-pressure die casting for medium-volume production. GDC is widely used in automotive, aerospace, and industrial machinery for producing medium-to-large parts with good strength and durability.
Gravity Die Casting (GDC) is a versatile casting process that uses gravity (without high-pressure injection) to fill reusable metal molds. It provides better mechanical properties and dimensional accuracy than sand casting, while being more cost-effective than high-pressure die casting for medium-volume production. GDC is widely used in automotive, aerospace, and industrial machinery for producing medium-to-large parts with good strength and durability.
| Feature | Gravity Die Casting (GDC) | Hot Chamber Die Casting (HCDC) | Cold Chamber Die Casting (CCDC) | Sand Casting |
|---|---|---|---|---|
| Suitable Alloys | Most non-ferrous alloys (Al, Mg, Cu, Brass) | Low-melting alloys (Zn, Mg, Pb) | High-melting alloys (Al, Cu, Brass) | Most metals |
| Filling Pressure | Gravity only (0 bar) | High (up to 1000+ bar) | High (up to 1500+ bar) | Gravity only |
| Porosity |  Moderate (lower than sand) Moderate (lower than sand) | Moderate | Moderate |  High High |
| Heat Treatment | Yes (T5/T6 common for Al alloys) | Often not applicable | T5/T6 Possible | Yes |
| Surface Finish |  (Ra 3.2–6.3 μm) (Ra 3.2–6.3 μm) | (Ra 1.6–3.2 μm) | | |
| Dimensional Accuracy | (±0.2–0.5 mm) | (±0.05–0.1 mm) | (±0.1 mm) | |
| Part Size Capability | Medium to Large | Small to Medium | Medium to Large | Large |
| Ideal for | Medium-volume structural parts, wheels, brackets, manifolds | Small, intricate, high-volume parts | Structural housings, engine components | Large, simple prototypes or low-volume production |