Cold Chamber Die Casting Manufacturer
Delivering Strength, Precision, and Surface Quality for Complex Parts
Cost-Effective Tooling Solutions — Minimize Investment, Maximize Performance
End-to-End Manufacturing — From Concept to Finished Product
Production Flexibility — Ideal for Automotive, Industrial, and Electrical Applications
±0.01mm
Tolearance
20+
Years Experience
20 Day
Die Casting Samples Delivered
Certifications
ISO 9001 & IATF 16949
China Cold Chamber Die Casting Manufacturer and Supplier
IEC MOULD is a professional Cold Chamber Die Casting manufacturer and supplier in China, specializing in producing high-quality aluminum and copper alloy components for demanding applications. With decades of experience in DFM, mold design, die casting, CNC machining, and surface finishing, we provide complete end-to-end manufacturing solutions under one roof.
Our cold chamber process is ideal for high-melting-point alloys and large structural parts that require superior strength, durability, and dimensional accuracy. By combining advanced equipment, in-house tooling, and strict quality control, we ensure stable production and consistent performance across every batch.
Our products and services are widely used in automotive, industrial machinery, electric motors, pumps, and heavy equipment industries. Backed by ISO 9001 and IATF 16949 certifications, IEC MOULD delivers dependable, cost-efficient, and precision-engineered casting solutions tailored to your specific project needs.





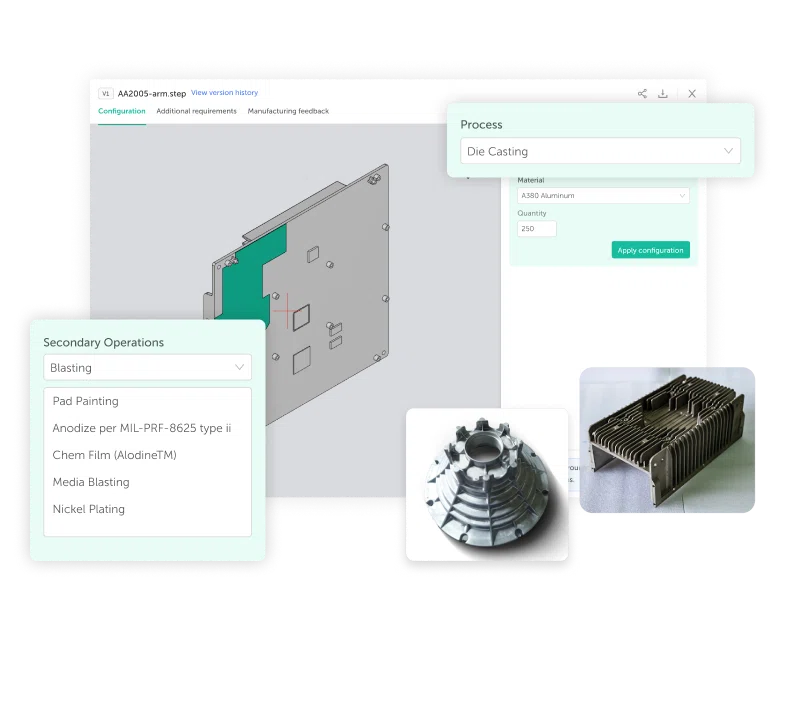
Our Cold Camber Die Casting Services
We Offer Comprehensive Cold Chamber Die Casting (CCDC) Services to Meet Your Project Needs:
- Custom Cold Chamber Die Casting – Specialized for aluminum, copper, and other high-melting-point alloys requiring strength and precision.
- DFM & Moldflow Simulation – Ensure smooth metal flow, minimize porosity, and enhance casting performance before production.
- Mold Design & Manufacturing – Precision-built tooling with superior thermal control and durability for consistent production.
- CNC Machining – Achieve complex geometries, tight tolerances, and perfect surface finishes for critical applications.
- Surface Finishing – Full range of treatments including anodizing, powder coating, painting, polishing, and plating.
- Assembly & Integration – Providing complete, ready-to-install components to simplify your supply chain.
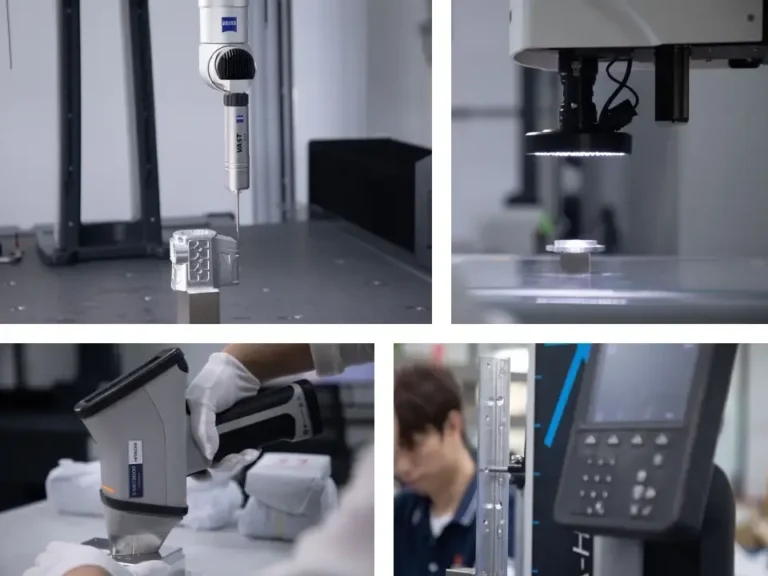
- Quality Assurance – Advanced inspection with CMM, X-ray, leak and pressure testing, hardness, and dimensional checks.
With IEC MOULD, you gain a single partner for the entire process.
We design, cast, machine, finish, and assemble — all under one roof, ensuring quality consistency, shorter lead times, and cost efficiency.

IEC Mould's Cold Chamber Die Casting Capabilities
| Details | Specifications |
|---|---|
| Tolerance | Cold Chamber Die Casting parts typically achieve accuracy up to ±0.02mm with secondary CNC machining, offering reliable dimensional stability for large and complex components. |
| Minimum Wall Thickness | For aluminum alloys, the recommended minimum wall thickness is 2.0–2.5mm, depending on part geometry and casting pressure. Thicker walls ensure stable metal flow and minimize porosity. |
| Wall Thickness Ratio | A 1:3 to 1:4 wall thickness ratio is ideal for Cold Chamber Die Casting to maintain uniform filling and solidification. |
| Hole Diameter | Holes smaller than 4mm generally require post-casting drilling. Threaded holes, fine bores, and external threads are achieved through secondary machining for precision. |
| Draft Angle | A minimum draft angle of 1°–2° is recommended to facilitate smooth part ejection and extend mold life. |
| Maximum Die Life (Cycles) | Aluminum Cold Chamber Die Casting molds: approx. 80,000–120,000 cycles – Copper alloy molds: approx. 20,000–50,000 cycles |
| MOQ (Minimum Order Quantity) | Standard production MOQ for Cold Chamber Die Casting is 100 pieces, suitable for small to high-volume manufacturing. |
| Lead Time | Typical project lead time is 25–35 days, depending on mold complexity, alloy type, and surface finishing requirements. |
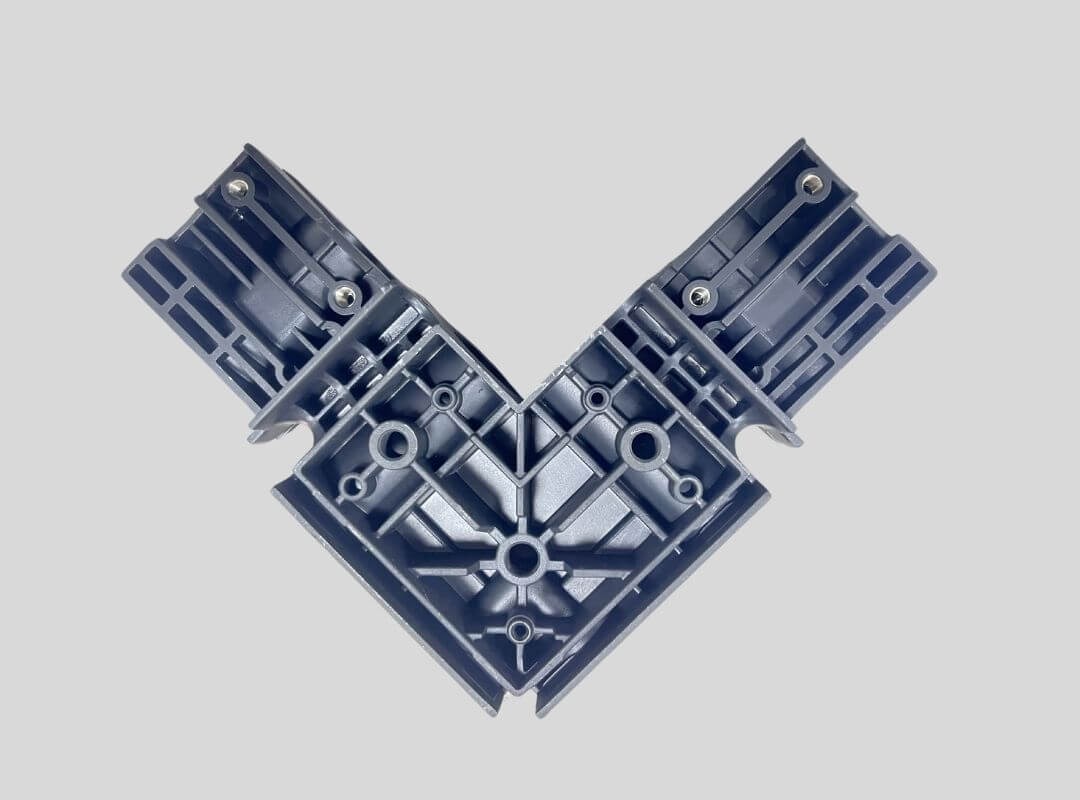
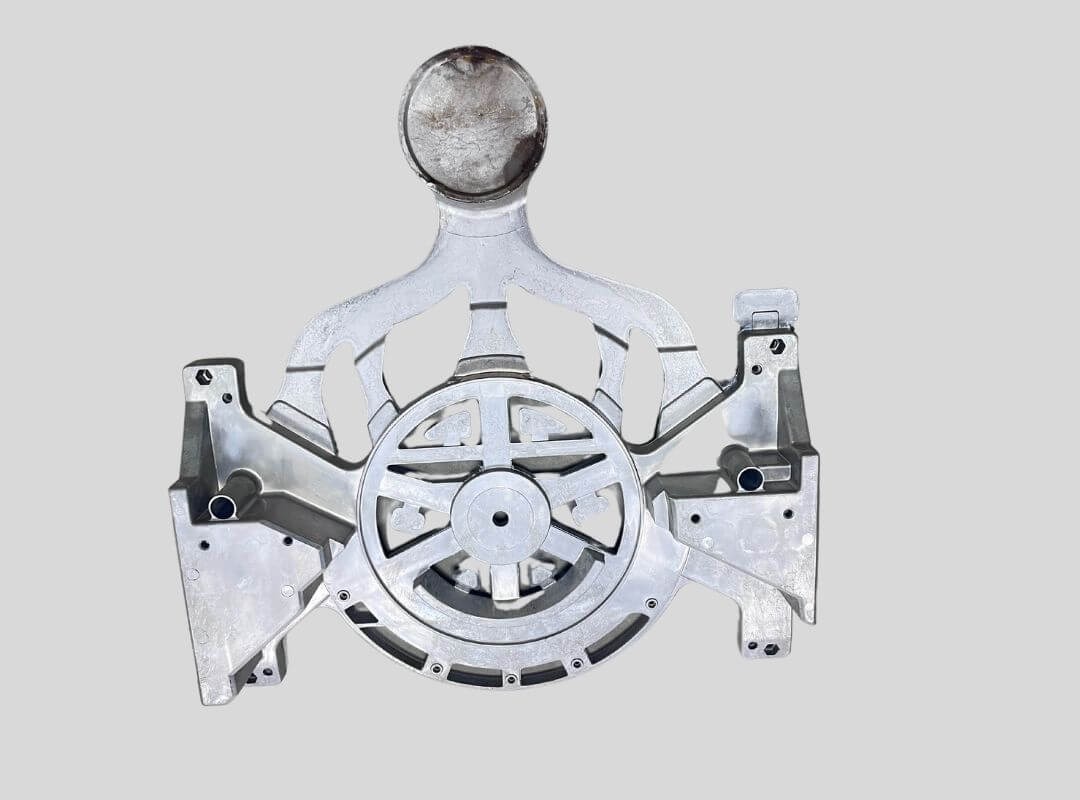
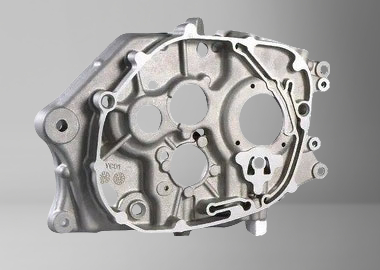
Cold Chamber Die Casting Parts We Manufactured
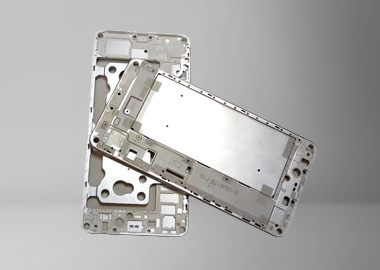
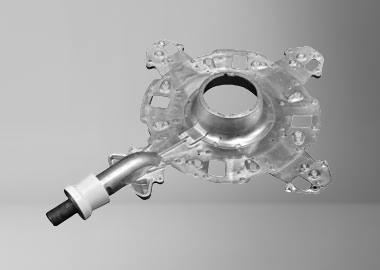
From large structural housings to high-strength aluminum and copper alloy components, our Cold Chamber Die Casting (CCDC) expertise allows us to produce durable, dimensionally stable parts for demanding applications.
Whether your project requires thick-walled components, complex geometries, or superior mechanical strength, IEC MOULD’s precision-controlled cold chamber process ensures consistent quality, minimal porosity, and excellent surface finish — perfectly suited for automotive, industrial, and heavy-duty machinery applications.
Electronics Part

Automotive Part

Home Appliances Part

Industrial Machinery Part
Medical Devices Part
Engineering Part

Cold Chamber Die Casting materials we used
Cold Chamber Die Casting is ideal for high-melting-point alloys such as aluminum, copper, and magnesium. It allows for the production of large, strong, and thermally stable components with excellent mechanical integrity and dimensional precision — making it the preferred process for automotive, industrial, and heavy-duty applications.
| Material | Key Features | Typical Applications | Why It Fits Cold Chamber Die Casting |
|---|---|---|---|
| Aluminum Alloys (ADC12, A380, A356, A360) | Excellent strength-to-weight ratio, corrosion resistance, and heat conductivity. Ideal for large, high-stress parts. | Transmission housings, motor covers, engine brackets, compressor bodies, industrial machinery parts | Aluminum’s higher melting point makes it ideal for Cold Chamber Die Casting, allowing production of large, durable, and high-precision structural components. |
| Copper Alloys (Brass, Bronze, Cu-based Alloys) | Outstanding strength, corrosion resistance, and wear performance; excellent electrical and thermal conductivity. | Electrical connectors, heat exchangers, pump housings, valve bodies | Cold chamber systems handle copper’s high melting temperature effectively, ensuring dense, defect-free parts for critical electrical and fluid-handling applications. |
| Magnesium Alloys (AZ91D, AM60B) | Lightweight with strong damping properties, excellent machinability, and dimensional stability. | Steering column components, seat frames, electronic housings | Cold chamber casting ensures precise control over temperature and pressure, producing magnesium parts with excellent surface finish and consistent properties. |
| Al-Si Alloys (AlSi10Mg, AlSi12, AlSi9Cu3) | High fluidity, low shrinkage, superior heat resistance, and wear performance. | Cylinder heads, gearbox housings, engine casings, powertrain parts | The Cold Chamber process enables controlled solidification, producing dense Al-Si parts for high-temperature and high-load environments. |
| Copper-Based Specialty Alloys (CuZn, CuSn series) | Exceptional mechanical and fatigue strength, excellent resistance to corrosion and deformation. | Marine fittings, hydraulic components, heavy-duty mechanical assemblies | Ideal for complex, heavy-duty parts requiring both strength and conductivity — capabilities only achievable through Cold Chamber Die Casting. |
Why Choose IEC MOULD for your cold chamber die casting project?
- Feature: Integrated die casting, tooling, machining, surface finishing, and assembly — all in one facility.
- Advantage: Seamless coordination between design, production, and quality teams ensures faster turnaround and fewer process bottlenecks.
- Benefit: You gain a smoother project flow, stable quality, and predictable delivery times without supplier handovers.
- Evidence: Backed by ISO 9001 & IATF 16949 certifications, precision testing (CMM, X-ray, leak tests), and decades of experience serving global OEMs.
Partner with IEC MOULD — where engineering precision meets manufacturing excellence.
Cold Chamber Die Casting Frequently Questions & Answers
What are the typical tolerances for Cold Chamber Die Casting parts?
CCDC parts typically achieve tolerances ranging from ±0.05 mm to ±0.15 mm, depending on size, geometry, and alloy type. These tight tolerances make cold chamber die casting ideal for precision components that require excellent fit, repeatability, and structural integrity.
How does Cold Chamber Die Casting differ from Hot Chamber Die Casting?
The main difference is the injection method and suitable alloys. Cold chamber die casting uses a separate injection chamber, making it ideal for high-melting-point metals like aluminum and magnesium, while hot chamber die casting is faster but only suitable for low-melting-point metals like zinc or lead. CCDC offers better control for complex, high-strength components.
What are common challenges in Cold Chamber Die Casting and how are they addressed?
Common alloys include A356, A357, 319, and magnesium AZ91, all of which support heat treatments like T5 and T6 to improve strength, hardness, and fatigue resistance—critical for demanding applications.
Can Cold Chamber Die Casting parts be post-processed?
Yes, CCDC components can undergo secondary operations such as CNC machining, surface finishing (polishing, anodizing, powder coating), heat treatment, and assembly. These post-processing steps enhance dimensional accuracy, mechanical performance, and aesthetic appearance, meeting the requirements of demanding industries.
What is the maximum wall thickness achievable in Cold Chamber Die Casting?
Cold chamber die casting can produce wall thicknesses ranging from 1 mm to 10 mm, depending on part size, alloy, and mold design. Uniform density and minimal shrinkage ensure high-quality structural components even for thin walls.
How fast is the production cycle in Cold Chamber Die Casting?
CCDC typically has cycle times between 30 and 90 seconds, depending on part complexity and size. This rapid production makes it suitable for high-volume manufacturing while maintaining excellent precision and surface finish.
What surface finishes can be achieved on Cold Chamber Die Casting components?
CCDC parts can achieve smooth and precise surface finishes, suitable for aesthetic and functional applications. Secondary finishes include polishing, anodizing, powder coating, and painting, depending on the customer’s requirements.
Other Die Casting Technologies You May Looking for



What is Cold Chamber Die Casting?
Cold Chamber Die Casting (CCDC) is a manufacturing process designed for metals with higher melting points, such as aluminum, magnesium, and copper alloys. In this process, molten metal is ladled into a separate injection chamber before being injected into the die cavity under intense pressure — typically between 6,000 and 20,000 psi.
This method is preferred when the material’s temperature would quickly wear out the components of a hot chamber machine. By separating the furnace from the injection unit, Cold Chamber Die Casting allows for better temperature control, reduced contamination, and higher structural integrity in each casting.
The result? Dense, durable, and dimensionally stable parts — perfect for applications that demand both mechanical strength and thermal performance, such as automotive housings, powertrain parts, industrial equipment, and electronic enclosures.
From an engineering standpoint, CCDC strikes an ideal balance between strength, precision, and efficiency, making it the go-to solution for medium to large components where both function and finish matter.
Why Choose Cold Chamber Die Casting(CCDC)?
High Strength & Durability – Ideal for aluminum and copper alloys, producing parts with superior mechanical strength and excellent thermal resistance.
- Clean & Stable Casting – The separated melting and injection system minimizes oxidation and impurities for consistent, high-quality results.
- Excellent Dimensional Accuracy – Maintains tight tolerances even on large or complex components.
- Longer Tool Life – Lower thermal stress on tooling extends mold lifespan and reduces maintenance costs.
- Versatile Applications – Perfect for structural parts in automotive, industrial, and electronics industries where strength and precision are critical.
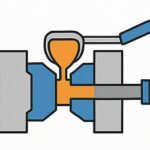
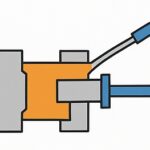
How Cold Chmaber Die Casting Works?
Cold Chamber Die Casting is a manufacturing process used for metals with high melting points, such as aluminum, magnesium, and copper alloys. Unlike hot chamber systems, molten metal is not held inside the injection unit. Instead, it is transferred from a separate melting furnace into the “cold chamber” before injection. Here is a Step-by-Step Cold Chamber Die Casting Process:
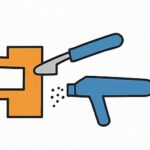
Step 1: Mold Preparation & Preheating
The process begins with preparing the steel mold (die). The die is thoroughly cleaned to remove any residual metal or debris, then preheated to an optimal temperature — typically between 150°C and 250°C. Preheating helps to:
- Reduce thermal shock and prevent cracking
- Improve metal flow into thin and complex sections
- Enhance casting surface finish and dimensional stability
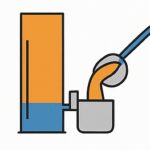
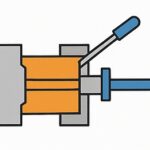
Step 3: Metal Transfer into Cold Chamber Sleeve
A measured quantity of molten metal is ladled from the holding furnace into the cold chamber sleeve of the die casting machine.
- Transfer is done quickly to prevent temperature loss.
- This step isolates the molten metal from the injection mechanism, preventing damage from high melting temperatures.
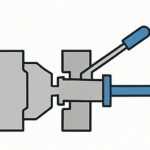
Step 5: Solidification Under Pressure
The molten metal cools and solidifies inside the die while the injection pressure is maintained.
- Pressure prevents shrinkage porosity by feeding additional molten metal into the cavity as it solidifies.
- Cooling time is carefully controlled for consistent mechanical properties.
Step 7: Trimming & Flash Removal
Excess material (flash, runners, gates) is removed by trimming presses or manual cutting.
This ensures the part is closer to its net shape and ready for finishing.
Step 2: Molten Metal Melting in External Furnace
Unlike hot chamber casting, cold chamber die casting uses an external melting furnace because the alloys (such as aluminum, magnesium, and copper-based alloys) require higher melting points.
- The selected alloy is melted at the precise temperature needed for fluidity.
- The molten metal is maintained under controlled temperature to avoid oxidation and contamination.
Step 4: High-Pressure Injection into the Die Cavity
A hydraulic piston (plunger) pushes the molten metal from the cold chamber sleeve into the die cavity at extremely high pressure — up to 30,000 psi.
- This rapid injection ensures complete mold filling, even in thin-wall and intricate areas.
- The high pressure also improves part density and surface detail.
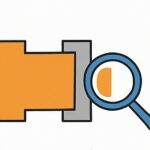
Step 6: Die Opening & Part Ejection
Once the casting is solidified, the die opens, and ejector pins push the casting out of the mold.
- The casting is inspected for obvious surface defects.
- The die cavity is cleaned and lubricated before the next cycle.
Step 8: CNC Machining & Finishing & Final Inspection
Critical surfaces are machined to meet tight tolerances.
- Drilling, tapping, milling, and other secondary operations are performed as required.
- X-ray, leak test, CMM, dimensional reports, microstructure validation.
Advantages of Cold Chamber Die Casting
| Advantage | For Engineers | For Procurement Teams | For Quality Control (QC) |
|---|---|---|---|
| Handles High-Melting Alloys (Aluminum, Copper, Brass) | Enables use of stronger, wear-resistant alloys for structural parts. | Broadens product range to serve more industries and applications. | Stable inspection criteria across multiple alloy types. |
| High Dimensional Accuracy (±0.1 mm) | Ensures design tolerances for critical-fit components with minimal rework. | Reduces machining time and cost per part. | Faster dimensional verification during inspection. |
| Superior Surface Finish (Ra 1.6–3.2 μm) | Produces castings with minimal post-processing for aesthetics or coating. | Reduces finishing costs and speeds delivery to market. | Easier to detect and address surface defects early. |
| Large Part Capability | Allows production of larger, complex shapes in a single casting. | Reduces part count, assembly labor, and sourcing complexity. | Fewer joints mean fewer potential defect points. |
| Good Mechanical Properties | Supports load-bearing designs with high tensile and yield strength. | Expands into high-performance markets like automotive & aerospace. | Consistent performance during fatigue and stress tests. |
| Long Mold Life | Delivers repeatable results over many production cycles. | Lowers tooling replacement costs and improves ROI. | Reduces variation caused by tooling wear. |
| Wide Application Range | Flexibility to meet demands of automotive, industrial, and hardware sectors. | Simplifies multi-market sourcing from one supplier. | Uniform inspection procedures across diverse products. |
| Supports Medium to High Volumes | Ideal for production runs from thousands to millions of parts. | Balances cost efficiency with scalable output. | Maintains quality consistency over long production runs. |
Disadvantages of High Pressure Die Casting
| Disadvantage | For Engineers | For Procurement Teams | For Quality Control (QC) |
|---|---|---|---|
| Slower Cycle Time | Manual ladling between furnace and shot chamber increases cycle time compared to hot chamber processes. | Slightly higher production cost per unit for short runs. | Longer intervals between inspection lots due to extended cycle times. |
| Higher Equipment Cost | Requires more robust machinery and thermal management systems. | Higher initial investment in tooling and machinery setup. | More calibration and maintenance needed to maintain consistency. |
| Thermal Fatigue on Tooling | Exposure to high-temperature metals can shorten die life if not properly cooled. | Increased tooling maintenance or refurbishment cost over time. | More frequent verification of dimensional stability as die ages. |
| Limited for Low-Volume Runs | Setup and tooling cost are not ideal for small production batches. | Less cost-efficient for prototypes or pilot runs. | Harder to maintain statistical quality control (SQC) with small sample sizes. |
| Complex Process Control | Requires precise coordination of temperature, pressure, and injection timing. | Dependence on skilled operators and stable process parameters. | Greater need for process monitoring (CMM, X-ray, thermal sensors). |
| Porosity Risk in Large Parts | Incomplete filling or trapped gases can cause internal voids if gating design is poor. | May require secondary machining or impregnation to ensure sealing. | X-ray or leak testing becomes essential for critical parts. |
| Material Limitation | Not suitable for low-melting alloys such as zinc or lead. | Limits cross-alloy sourcing flexibility across product families. | Separate inspection standards needed per alloy group. |
| Energy Consumption | Higher melting temperatures lead to increased energy use. | Raises operational costs for long production runs. | May need additional thermal control for inspection environments. |
How to Overcome Cold Chamber Die Casting Disadvantages
| Challenge | For Engineers | For Procurement Teams | For Quality Control (QC) |
|---|---|---|---|
| Slower Cycle Time | Implement automated ladling and temperature-controlled chambers to reduce downtime. | Optimize batch scheduling and production planning to maintain throughput. | Align inspection intervals with production cycles for steady workflow. |
| Higher Equipment Cost | Use modular tooling systems that allow multi-cavity or interchangeable inserts. | Leverage long-term tooling amortization across multiple projects. | Schedule preventive maintenance to ensure stable production and minimize recalibration costs. |
| Thermal Fatigue on Tooling | Apply advanced die coatings (e.g., nitriding, PVD) and precise cooling channel design. | Work with suppliers using high-grade H13 or 8407 steel to extend mold life. | Track tool wear trends through SPC and periodic inspection. |
| Limited for Low-Volume Runs | Use soft tooling or hybrid aluminum dies for prototype and pilot runs. | Combine similar parts or projects to increase overall utilization and cost efficiency. | Apply sampling-based QC for pilot runs to reduce inspection costs. |
| Complex Process Control | Integrate real-time monitoring for temperature, shot speed, and pressure curves. | Partner with experienced foundries that maintain stable process control systems. | Utilize data-driven quality checks to detect deviations early. |
| Porosity Risk in Large Parts | Optimize gating and venting design via Moldflow simulation and vacuum-assisted casting. | Use controlled solidification and post-casting impregnation for critical sealing surfaces. | Employ X-ray CT or helium leak testing for non-destructive defect detection. |
| Material Limitation | Select alloy grades optimized for specific applications (e.g., A380 for strength, ADC12 for flowability). | Maintain a diversified supply base for different alloy systems. | Establish material-specific acceptance criteria and test plans. |
| Energy Consumption | Use energy-efficient melting furnaces and heat recovery systems. | Negotiate energy-optimized production schedules for large orders. | Monitor casting temperature data to minimize waste and ensure consistency. |
Cold Chamber Die Casting vs Other Casting Methods
| Feature | Cold Chamber Die Casting (CCDC) | Hot Chamber Die Casting | Gravity Die Casting | Sand Casting |
|---|---|---|---|---|
| Suitable Alloys |  High-melting alloys (Al, Cu, Brass) High-melting alloys (Al, Cu, Brass) |  Low-melting alloys only (Zn, Mg) Low-melting alloys only (Zn, Mg) | Most non-ferrous alloys | Most metals |
| Filling Pressure | High (up to 1500+ bar) | Moderate to High | Gravity only | Gravity only |
| Porosity |  Moderate (can be reduced with vacuum assist) Moderate (can be reduced with vacuum assist) | Higher risk | Moderate | High |
| Heat Treatment | T5/T6 Applicable | Often not possible | Yes | Yes |
| Surface Finish |  (Smooth, Ra 1.6–3.2 μm) (Smooth, Ra 1.6–3.2 μm) | | | |
| Dimensional Accuracy | (±0.1 mm) | | | |
| Part Size Capability | Medium to Large | Small to Medium | Medium to Large | Large |
| Ideal for | Structural parts, housings, brackets, engine components | Small, intricate, high-volume parts | Simple to medium-complexity shapes | Large prototypes or low-volume production |
Cold Chamber Die Casting Part Applications Across Industries
Cold Chamber Die Casting is widely used in industries that demand high-strength, heat-resistant, and dimensionally stable components. Its ability to process aluminum, magnesium, and copper-based alloys makes it ideal for structural and functional parts that must perform under demanding conditions.
| Industry | Typical Components | Why Cold Chamber Die Casting Fits |
|---|---|---|
| Heavy Machinery & Construction | Gearbox housings, hydraulic pump blocks, crane frames, transmission cases | Supports large, thick-wall aluminum, copper, or brass parts requiring high strength and durability for heavy-duty machinery. |
| Marine & Offshore Engineering | Engine housings, propeller components, steering systems, offshore drilling equipment parts | Produces corrosion-resistant, structurally robust components suitable for harsh saltwater and offshore environments. |
| Agricultural Equipment | Tractor transmission housings, combine gear covers, axle housings, hydraulic cylinder bodies | Ideal for rugged, high-load components that endure continuous stress and outdoor conditions over long periods. |
| Medical & Imaging Equipment | MRI frames, X-ray table bases, medical pump housings, diagnostic enclosures | Enables precision casting of large, stable, and smooth-surfaced parts for sensitive medical instruments. |
| Power Generation & Energy | Wind turbine gearbox housings, generator frames, switchgear enclosures, water turbine parts | Creates high-strength, large-scale components for renewable energy and conventional power systems with long service life. |
| Commercial & Industrial Products | Outdoor lighting housings, heavy-duty tool frames, refrigeration components, pump housings | Provides durable, pressure-resistant components with excellent dimensional accuracy for industrial applications. |
| Transportation & Rail | Train brake housings, engine blocks, suspension components | Supports high-strength, thick-walled components that meet strict safety and reliability standards for transport. |
| Electronics & Telecom | Large electronic enclosures, base frames for telecom towers, heat sinks | Allows precise casting of stable, thermally conductive parts for sensitive electronic and communication equipment. |
| Defense & Security | Armored vehicle parts, turret housings, missile launch system frames | Produces robust, high-precision components capable of withstanding extreme conditions and heavy mechanical stress. |
Cold Chamber Die Casting (ccdc) Common Technical Specifications
- Filling Pressure: Cold chamber die casting typically operates at 30 to 150 bar of injection pressure, forcing molten metal into the mold cavity rapidly. This high-pressure process allows for complex geometries and thin walls while maintaining dimensional accuracy.
- Cycle Time: Cycle times for CCDC generally range from 30 to 90 seconds, depending on part size and complexity. Compared to LPDC, CCDC is much faster, making it ideal for high-volume production.
- Alloy Selection: Common alloys include ADC12, A380, and 383 aluminum, as well as ZA alloys and magnesium alloys. These materials provide excellent strength, thermal conductivity, and corrosion resistance.
- Wall Thickness: Cold chamber die casting can produce walls as thin as 1 mm for small parts, with consistent density and minimal shrinkage, supporting both structural and aesthetic requirements.
- Tolerances: Typical tolerances range from ±0.05 mm to ±0.15 mm, enabling high-precision components suitable for automotive, electronics, and machinery applications
Cold Chamber Die Casting (CCDC) Common Challenges and Solutions
- Porosity and Gas Entrapment: High-pressure injection can trap gas in the casting, leading to porosity.
- Solution: Use vacuum-assisted systems or proper venting, combined with degassing of molten metal and optimized gating design to reduce gas inclusion.
- Die Wear and Maintenance: High-pressure injection increases wear on dies, especially for hard-to-fill or abrasive alloys.
- Solution: Employ high-quality die steels, surface coatings, and regular maintenance schedules to extend die life and ensure consistent quality.
- Hot-Tearing and Shrinkage: Complex geometries or uneven cooling can lead to hot-tearing or shrinkage defects.
- Solution: Utilize advanced thermal simulation tools like MOLDFLOW to optimize mold design, cooling channels, and injection parameters.
- Surface Finish Variation: While CCDC produces generally smooth surfaces, rapid filling can sometimes create flow lines or minor blemishes.
- Solution: Apply secondary finishing processes such as polishing, anodizing, or powder coating to achieve the desired surface quality.
- Complex Part Geometry Challenges: Thin walls, deep ribs, or sharp corners can be difficult to fill completely.
- Solution: Optimize runner and gate design, control injection speed and pressure, and consider multi-step or sequential injection for intricate components.
Get in touch with us
Contact our experts and we will provide you quotation, DFM, Moldflow for your High Die Casting Part.
- yoyo@iec-mould.com
- 86 13712993487
- 86 13712993487

*Our team will answer your inquiries within 24 hours.
*Your information will be kept strictly confidential.