Anodizing Services for Aluminum Casting
Anodizing is a proven surface finishing option for aluminum die cast parts when functional performance matters more than high-gloss cosmetics.
We provide controlled anodizing solutions for aluminum die casting components, helping customers improve corrosion resistance, surface hardness, and long-term durability — while clearly managing the limitations specific to die cast alloys.
- Offers electrical insulation for selected electronic applications
- Adds corrosion protection with minimal impact on dimensions
- Enhances wear resistance and extends component service life
- Provides stable color and finish options with good fade resistance

What Is Anodizing finishing?

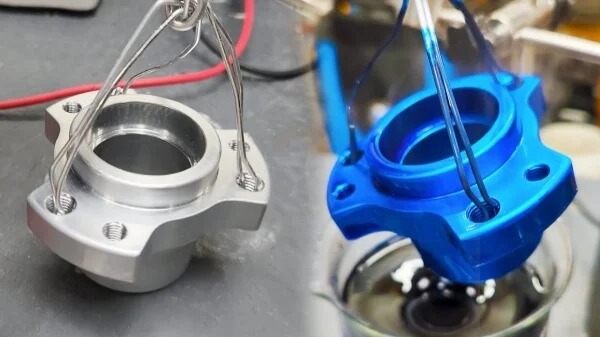
Anodizing is a surface finishing process in which aluminum die cast parts are treated to form a durable, integral oxide layer on the surface. This oxide layer enhances corrosion resistance, improves surface hardness, and provides electrical insulation where needed, all without adding a thick coating or altering critical dimensions.
As a professional die casting manufacturer, we coordinate casting quality with the anodizing process to achieve consistent and predictable results. Surface porosity, alloy composition, and part geometry can affect the final finish, so careful surface preparation and controlled process parameters are essential.
Unlike painting or plating, anodizing creates a permanent, bonded surface layer that will not peel or flake over time. This makes it ideal for functional components, housings, and visible aluminum parts where durability, protection, and consistent appearance are critical across production batches.
Why Anodizing Is Widely Used for Die Cast Parts
Anodizing is a highly effective surface finishing process for aluminum die cast parts, creating a durable oxide layer that enhances corrosion resistance, increases surface hardness, and provides electrical insulation where required. This permanent, bonded surface layer ensures long-term durability and consistent performance without peeling, chipping, or flaking.
Key Advantages
- Forms an integral oxide layer bonded to the aluminum substrate
- Improves corrosion resistance while maintaining dimensional stability
- Enhances surface hardness and wear resistance for functional applications
- Provides electrical insulation for selected aluminum die cast components
Engineering Reality: Anodizing is not just a surface treatment. Its success depends on precise surface preparation and controlled processing. Factors such as surface porosity, alloy composition, and part geometry can affect the final finish, making careful preparation and process control essential to achieve consistent thickness, color tone, and surface quality.
Our Integrated Approach: As a professional die casting manufacturer, we coordinate aluminum die casting and anodizing under one system. By controlling alloy selection, casting quality, surface preparation, and process parameters, we ensure stable anodized finishes, predictable results, and reliable performance across production batches.

Anodizing for Die Cast Parts Manufacturing Advantage
Most anodizing challenges don’t start during the anodizing bath—they begin much earlier, during die casting. When casting and anodizing are handled by separate suppliers, surface porosity, alloy variations, and inconsistent handling can compromise the final oxide layer. By integrating aluminum die casting and anodizing under one system, we eliminate these risks entirely.
- Die casting parameters are controlled to minimize surface porosity before anodizing
- Parts move directly into surface preparation without external transport or handling damage
- Casting and anodizing teams share real-time process feedback
- Each batch follows a controlled workflow from molten metal to anodized finish
The result is not just a durable surface, but a reliable, functional anodized layer that performs consistently in real production—not a fragile coating that masks underlying casting issues.
Anodizing for Suitable Casting Materials
Anodizing is specifically suitable for aluminum die cast parts. The process forms a durable oxide layer on the surface, providing corrosion resistance, enhanced hardness, and electrical insulation. Not all aluminum alloys respond the same way to anodizing, so proper alloy selection and surface preparation are essential for consistent results. Common aluminum die casting alloys suitable for anodizing include:
ADC12
Widely used, functional performance; moderate surface finish consistency
A380
Common in industrial applications; predictable anodized layer formation
A360
Lower silicon content allows more uniform oxide thickness and appearance
Custom AL
Evaluated on a case-by-case basis for anodizing feasibility
⚠️ Note: Anodizing is not suitable for zinc die cast parts or non-aluminum alloys. For these materials, alternative surface finishes such as plating or painting are recommended. Proper evaluation of alloy composition, part geometry, and surface porosity is critical to ensure a stable, high-quality anodized finish.
How Our Anodizing Die Casting Process Works — Step by Step
Our anodizing process is carefully coordinated with die casting to ensure consistent, high-quality results. Every step is controlled to manage surface porosity, alloy composition, and part geometry, delivering durable and functional anodized finishes.
Casting Preparation
Die cast parts are inspected for surface defects, porosity, and alloy suitability. Critical areas are reviewed to ensure proper adhesion and oxide layer formation.。
Surface Preparation
Parts are cleaned and treated to remove residual release agents, oils, or contaminants. Controlled etching and pre-treatment help achieve a uniform anodized surface.
Anodizing Process
Parts are processed in a controlled anodizing bath. Parameters such as voltage, current, temperature, and timing are carefully monitored to produce a consistent, durable oxide layer.
Sealing and Finishing
After anodizing, parts undergo sealing to enhance corrosion resistance and surface stability. Optional coloring or post-treatment can be applied depending on alloy and specification requirements.
Quality Inspection
Each batch is inspected for coating thickness, surface uniformity, and adhesion. Controlled workflows ensure consistent performance and appearance across all production runs.
The result is a functional, long-lasting anodized finish that meets engineering and aesthetic requirements without masking underlying casting issues.
Surface Preparation — The Hidden Key to Consistent Anodizing Results
For anodizing, the final surface performance is only the visible outcome. What truly determines corrosion resistance, surface hardness, and uniform oxide layer formation happens long before the parts enter the anodizing bath. For aluminum die cast parts, surface preparation is the critical step that defines how the anodized layer forms and adheres.
Common Industry Challenges
Die cast components present specific challenges that directly affect the anodized finish:
- Micro-porosity or uneven surface texture can cause inconsistent oxide layer thickness
- Residual release agents, oils, or contaminants may lead to poor oxide formation or surface defects
- Alloy composition and geometry can result in uneven color or variation in surface hardness

These issues are often not obvious on raw castings and only become visible after anodizing, when rework is costly and functional expectations are already compromised.
Our Control Measures
To achieve stable, repeatable anodizing results, our process focuses on the behavior of the casting surface, not just whether an oxide layer forms:
- Surface treatment tuned for controlled oxide growth and uniform thickness
- Porosity-aware cleaning and pre-treatment to ensure consistent anodizing behavior
- Optional stabilization steps for sensitive or high-silicon castings before anodizing
- Precision masking preparation for selective or functional areas
This preparation ensures anodizing delivers a durable, consistent surface layer — not an inconsistent finish that varies from batch to batch.
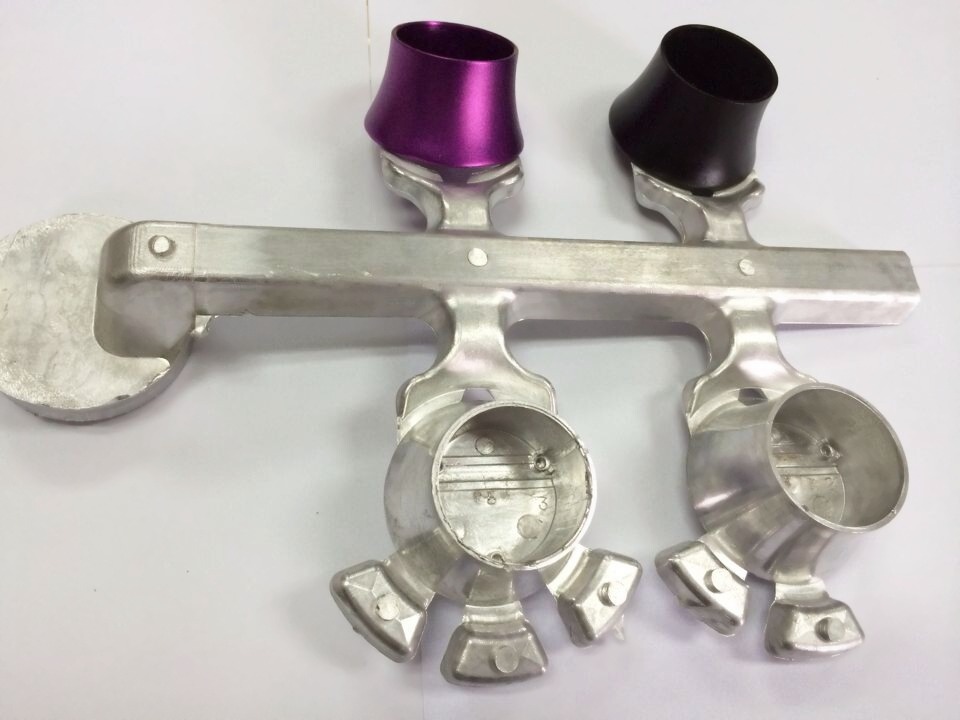
Anodized Types for Die Casting Parts We Offer
We provide a range of anodized finishes tailored for aluminum die cast components, delivering functional protection, surface durability, and controlled appearance. Each type is selected based on alloy, geometry, and performance requirements to ensure predictable results.
Clear Anodizing
— Transparent protective layer that preserves the natural aluminum appearance while enhancing corrosion resistance
Colored Anodizing
— Stable, fade-resistant colors for functional or decorative purposes; limited by alloy composition
Hard Anodizing
— Extra-thick oxide layer for enhanced wear resistance and surface hardness in demanding applications
Type II vs. Type III Options
— Standard vs. hard anodizing classifications, chosen based on thickness, durability, and functional needs
⚠️ Note: Bright, mirror-like anodized finishes are generally not recommended for die cast aluminum due to porosity and alloy effects.
Each finish type is carefully controlled to maintain dimensional stability, surface integrity, and uniform performance across production batches.
Different Anodizing Techniques
| Technique | Electrolyte | Typical Coating Thickness | Key Properties | Notes / Usage Highlights |
|---|---|---|---|---|
| Chromic Acid Anodizing (Type I) | Chromic Acid | 0.5 – 18 μm | Provides corrosion resistance with minimal dimensional change | Often used as a primer for adhesive bonding; suitable for high-precision applications |
| Sulfuric Acid Anodizing (Type II) | Sulfuric Acid | 1.8 – 25 μm | Excellent for dye absorption; moderate wear resistance | Ideal for decorative components, consumer products, and architectural finishes |
| Hardcoat Anodizing (Type III) | Sulfuric Acid (low temperature) | 13 – 100 μm | Extremely hard surface; superior wear and abrasion resistance | Recommended for industrial, mechanical, and heavy-duty functional parts |
Chromic Acid Anodizing (Type I)
Type I anodizing uses a controlled chromic acid process to create a thin, durable oxide layer on aluminum die cast parts. The coating provides reliable corrosion resistance while keeping part dimensions virtually unchanged, making it ideal for applications requiring high precision and fatigue performance.
- Aerospace components
- Adhesive bonding primers
- Parts requiring compliance with military or industry specifications
- Corrosion resistant
- Minimal dimensional change
- Electrically insulating
- Thin, stable coating
Chromic acid solution, typically 3–10% concentration
0.5 – 18 μm (0.00002 – 0.0007 inches)

Sulfuric Acid Anodizing (Type II)
Type II anodizing is the most widely used anodizing process for aluminum die cast parts. It utilizes a controlled sulfuric acid system to produce a moderately thick oxide layer that supports coloring while delivering balanced corrosion protection and surface durability.

- Architectural components
- Consumer and decorative parts
- Automotive-related aluminum components
- Good color absorption capability
- Reliable wear and corrosion resistance
- Electrically insulating surface
Sulfuric acid solution, typically in the 10–20% concentration range
Approximately 1.8 – 25 μm (0.00007 – 0.001 inches)
Hardcoat Anodizing (Type III)
Type III anodizing, commonly referred to as hardcoat anodizing, is designed to produce a dense, high-hardness oxide layer on aluminum die cast parts. The process focuses on maximum surface durability, making it suitable for components exposed to heavy wear, friction, or demanding operating conditions.
- Military-grade components
- Industrial and mechanical parts
- Hydraulic components and pistons
- Very high surface hardness
- Outstanding resistance to wear and abrasion
- Provides thermal and electrical insulation
Low-temperature sulfuric acid system, typically operated between 0–10°C with controlled concentration
Approximately 13 – 100 μm (0.0005 – 0.004 inches)

Custom Anodized Finishes for Die Cast Parts
Anodizing Capabilities & Surface Options
Anodizing is a controlled electrochemical process that converts the aluminum surface into a dense, functional oxide layer, improving surface durability, corrosion resistance, and long-term stability without adding a separate coating film.

Precisely managed anodizing thickness to balance corrosion resistance, wear performance, and dimensional stability.
Natural anodized finishes and dyed anodizing colors with uniform tone and fade-resistant performance.
Improved hardness, abrasion resistance, and surface durability compared to bare aluminum.
Electrically insulating and non-conductive surface behavior suitable for functional and structural components.
Key Technical Control & Quality Focus
By integrating die casting and anodizing within one controlled workflow, surface condition, alloy response, and anodizing behavior are managed as a single process. This ensures stable surface performance, consistent appearance, and repeatable results across production batches.

Process-specific control based on anodizing type and functional requirements.
Visual consistency, color stability, and oxide layer continuity verified per batch.
Anodizing parameters optimized to limit dimensional variation on precision die cast parts.
Anodizing chemicals and processes aligned with applicable RoHS and REACH requirements.
Design Guidelines for Anodized Die Cast Parts
Anodizing performance is largely determined before the part ever enters the anodizing tank.
For aluminum die cast components, surface geometry, alloy behavior, and dimensional consistency directly influence oxide layer uniformity, color response, and functional stability. Unlike paint-based finishes, anodizing transforms the aluminum surface itself. As a result, design decisions made during the die casting stage have a direct impact on anodizing quality and repeatability.

To achieve stable anodizing results on die cast parts, we recommend:
- Avoiding sharp edges, thin walls, or abrupt section changes that can lead to uneven oxide growth or local burning
- Designing balanced wall thickness and smooth surface transitions to support uniform current distribution during anodizing
- Defining functional and cosmetic surfaces early, especially when tight dimensional control or selective anodizing is required
- Maintaining consistent surface finish across visible areas to reduce color variation and oxide thickness inconsistency
By aligning die casting design with anodizing behavior, anodized die cast parts achieve more uniform oxide layers, predictable surface properties, and consistent visual appearance—without relying on corrective processing or excessive post-treatment.

Although anodizing provides stable and durable surface properties, not every die cast feature responds equally well to the anodizing process. Certain geometries and functional requirements should be evaluated carefully during design.
- Tight-tolerance interfaces where oxide growth may affect fit, alignment, or assembly clearance
- Precision-machined surfaces that require exact dimensional control and may not allow additional oxide layer buildup
- Deep recesses or enclosed cavities where electrolyte flow and current distribution are difficult to control
- Parts made from high-silicon or mixed alloys, which can lead to uneven color response or non-uniform oxide layers
In such cases, selective anodizing, post-anodize machining, or alternative surface treatments may deliver more predictable functional and cosmetic results than full-surface anodizing.

We provide DFM-driven engineering guidance for aluminum die casting projects at the quotation stage, with a focus on anodizing feasibility and surface performance requirements.
Our engineers review part geometry, functional and cosmetic surfaces, alloy characteristics, and dimensional tolerances to determine whether full anodizing, selective anodizing, or alternative surface treatments will produce consistent, high-quality results — before production begins.
Typical Applications of Anodized Die Cast Parts
Aerospace & Precision Components
– Structural and functional aluminum parts requiring uniform corrosion resistance, stable surface hardness, and tight dimensional control.
Consumer Electronics Housings
– Enclosures, frames, and panels where consistent oxide layer, color stability, and scratch resistance are critical for both appearance and performance.
Industrial Control Panels & Enclosures
– Functional surfaces and visible interfaces that benefit from durable, wear-resistant anodized finishes with controlled surface texture.
Home Appliances & Durable Goods
– Panels, handles, and structural components where anodizing provides long-lasting protection, subtle color options, and uniform surface properties.
Lighting Fixtures & Architectural Elements
– Exposed aluminum components requiring corrosion resistance, stable finish, and optional dyed or natural anodized surfaces.
Decorative Hardware & Furniture Fittings
– Parts with detailed surface geometry that require controlled anodized coatings for both cosmetic and functional performance.
Our 6 Quality Controls for Anodized Die Cast Parts
Consistent anodizing quality depends on systematic inspection and process management, focusing on oxide layer uniformity, corrosion resistance, and surface stability.
- Incoming Surface Check – Ensure smooth, clean, and alloy-consistent substrates.
- Surface Prep Verification – Monitor etching, cleaning, and pre-treatment for uniform reactivity.
- Process Control – Track voltage, current, temperature, and bath chemistry for precise oxide thickness.
- Layer & Hardness Testing – Verify oxide thickness, hardness, and adhesion for wear resistance.
- Appearance Evaluation – Inspect tone, gloss, and texture uniformity on natural or dyed surfaces.
- Batch Traceability – Maintain records for repeatable results from prototype to full production.
Why Anodizing Can Be Challenging on Die Cast Parts — How We Control It
Anodizing defects often stem from the die cast substrate itself rather than the anodizing bath. Surface porosity, uneven geometry, and alloy variations can lead to non-uniform oxide thickness, color inconsistency, or localized hardness variations. By integrating die casting with anodizing, we address these issues before they appear, rather than correcting them afterward.
| What Customers Might See | Why This Happens on Die Cast Parts | How We Prevent It in Production |
|---|---|---|
| Uneven Oxide Thickness | Surface micro-porosity, roughness, or thin walls | Controlled surface preparation, porosity-aware cleaning, and precise anodizing process monitoring |
| Color or Tone Variation | Alloy composition differences or inconsistent current flow | Batch-controlled anodizing, pre-treatment inspection, and uniform electrical parameters |
| Localized Hardness Variation | Variations in current density on sharp edges or recessed areas | Optimized part design guidance, masking of sensitive zones, and controlled anodizing parameters |
| Surface Streaks or Irregular Texture | Improper surface preparation or uneven etching | Standardized etching, cleaning, and pre-treatment protocols with batch inspections |
| Edge or Corner Anomalies | Sharp corners or complex geometries disrupt oxide layer growth | Design feedback for rounded edges, selective anodizing, and focused process control |
| Contamination Marks | Residual oils, release agents, or particles on the casting surface | Degreasing, thorough inspection, and careful handling prior to anodizing |
Surface Finishing Comparison for Die Cast Parts: Anodizing, Powder Coating & Liquid Painting
Different finishing methods offer distinct advantages depending on functional needs, visual requirements, and production scale. Understanding these differences helps engineers, procurement, and quality teams select the optimal process for die cast components.
| Feature / Consideration | Anodizing | Powder Coating | Liquid Painting |
|---|---|---|---|
| Material Compatibility | Primarily aluminum; sensitive to porosity | Aluminum, zinc, magnesium; suited for durable industrial parts | Aluminum and zinc; suitable for cosmetic finishes |
| Layer Thickness | Thin, controlled oxide layer | Thick, protective coating | Thin, appearance-focused coating |
| Edge & Corner Performance | Can be uneven on sharp edges | Full coverage on most geometries | Moderate; localized application possible |
| Appearance Consistency | Limited color palette; metallic or dyed finishes | Uniform color and texture; less flexible for design details | High visual accuracy, supports selective masking and multi-color designs |
| Complex Geometry Suitability | Challenging for intricate shapes | Excellent for complex parts | Good for visible surfaces and selective areas |
| Production Volume | Low to medium, ideal for functional or decorative aluminum parts | Medium to high, suited for industrial-scale production | Low to medium, ideal for prototypes or custom runs |
| Design & Branding Flexibility | Limited to natural or dyed metallic finishes | Moderate; mainly uniform coverage | High; custom colors, effects, and selective masking possible |
Key Takeaway
Anodizing is best for aluminum parts requiring durable, wear-resistant, or metallic finishes. Powder coating delivers high-volume, protective coverage. Liquid painting excels when appearance, color fidelity, and design-driven finishes are the top priority, especially for prototypes, decorative components, or small batch production.
Why Customers Choose IEC Mould for Their Anodized Die Cast Parts
At IEC Mould, we provide consistent, high-quality anodized aluminum die cast components designed to meet demanding functional and aesthetic requirements for global projects.
- Engineering-focused anodizing: Our integrated process ensures uniform oxide layers, stable surface hardness, and predictable appearance—even for prototypes or low-volume runs.
- Complete in-house process control: From die casting and surface preparation to anodizing and post-treatment, every step is monitored to guarantee surface performance and visual consistency.
- Flexible finishing options: We offer natural or dyed anodized finishes, selective anodizing, and controlled surface textures tailored to your design and functional needs.
- Proven global expertise: Our combined die casting and anodizing experience has delivered reliable, high-performance parts for clients across aerospace, industrial, electronics, and consumer sectors.
Start Your Anodized Die Casting Project
Reach out to our engineering team to discuss your application, part design, and anodizing requirements.
Our specialists help you achieve uniform oxide layers, consistent surface hardness, and predictable visual appearance—ensuring your aluminum die cast parts meet both functional and aesthetic expectations from prototype to production.